BTA অভ্যন্তরীণ চিপ অপসারণ গভীর গর্ত ড্রিল
যেহেতু বন্দুকের ড্রিলিং ড্রিল রডটি অপ্রতিসম, তাই এটির টর্সনাল দৃঢ়তা দুর্বল এবং শুধুমাত্র সীমিত টর্ক প্রেরণ করতে পারে। অতএব, বন্দুক তুরপুন শুধুমাত্র ছোট ব্যাস গর্ত সঙ্গে অংশ প্রক্রিয়াকরণের জন্য উপযুক্ত। আরও জটিল বড়-ব্যাসের গভীর গর্তের প্রক্রিয়াকরণের প্রয়োজনীয়তার সাথে খাপ খাইয়ে নেওয়ার জন্য, অভ্যন্তরীণ চিপ অপসারণ গভীর গর্ত ড্রিলিং প্রযুক্তি উদ্ভূত হয়েছে। অভ্যন্তরীণ চিপ অপসারণে, যেহেতু চিপগুলি ড্রিল পাইপ থেকে নিঃসৃত হয় এবং মেশিনযুক্ত পৃষ্ঠের সাথে স্ক্র্যাপ বা যোগাযোগ করে না, পৃষ্ঠের প্রক্রিয়াকরণের গুণমান বন্দুক ড্রিলিং এর চেয়ে বেশি এবং প্রক্রিয়াকরণ গর্তের ব্যাস পরিসীমাও বড়।
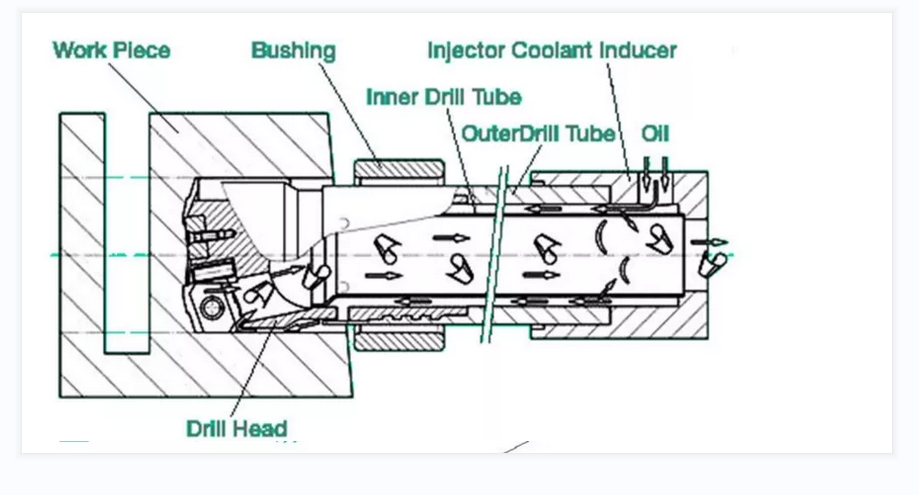
BTA সিস্টেমে ড্রিল বিট এবং ড্রিল রড হল ফাঁপা সিলিন্ডার। কাজের নীতিটি চিত্রে দেখানো হয়েছে। কাটিং তরল চাপ দেওয়ার পরে খাঁড়ি থেকে তেল সরবরাহকারীতে প্রবেশ করে এবং তারপরে ড্রিল রড এবং গর্ত প্রাচীর দ্বারা সৃষ্ট সিল করা কুণ্ডলী স্থানের মধ্য দিয়ে শীতল করার জন্য কাটা অংশে প্রবাহিত হয়। লুব্রিকেট করুন, এবং ড্রিল বিটের চিপ আউটলেটে চিপগুলি টিপুন, এবং তারপর ড্রিল পাইপের ভিতরের গহ্বরের মাধ্যমে আউটলেট থেকে সেগুলি ডিসচার্জ করুন।
অভ্যন্তরীণ চিপ অপসারণ গভীর গর্ত ড্রিলিং 20 মিমি বা তার বেশি ব্যাস এবং 100 এর বেশি অনুপাত সহ গভীর গর্ত প্রক্রিয়াকরণের জন্য উপযুক্ত। প্রক্রিয়াকরণের সঠিকতা হল IT7~IT10, প্রক্রিয়াকৃত পৃষ্ঠের পৃষ্ঠের রুক্ষতা হল Ra3.2~1.6 উম, এবং উত্পাদন দক্ষতা বহিরাগত চিপ অপসারণ হয়. ৩ বারের বেশি।
BTA অভ্যন্তরীণ চিপ অপসারণ গভীর গর্ত ড্রিলিং এর প্রধান অসুবিধা: বিশেষ মেশিন টুল সরঞ্জাম ব্যবহার করা আবশ্যক, এবং মেশিন টুল এছাড়াও মাধ্যাকর্ষণ অবক্ষেপন বা ইলেক্ট্রোম্যাগনেটিক বিচ্ছেদ মাধ্যমে কাটা তরল পৃথক এবং পুনর্ব্যবহার করার জন্য একটি তেল চিপ বিচ্ছেদ ডিভাইস দিয়ে সজ্জিত করা আবশ্যক। এছাড়াও, কাটার প্রক্রিয়া চলাকালীন, ওয়ার্কপিস এবং তেল বিতরণকারীর মধ্যে একটি উচ্চ-চাপ জোন তৈরি হয়, তাই ড্রিলিং করার আগে ওয়ার্কপিস এবং তেল বিতরণকারীর মধ্যে একটি নির্ভরযোগ্য সীল তৈরি করা আবশ্যক।
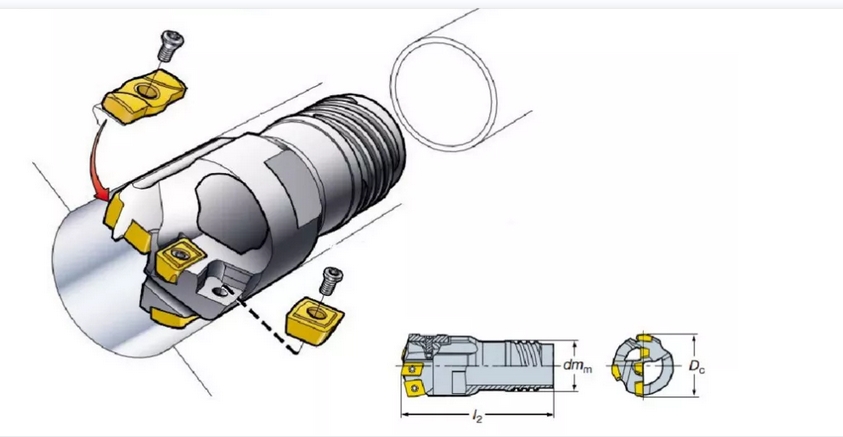
ইজেক্টর ড্রিল হেড
অভ্যন্তরীণ চিপ অপসারণ গভীর গর্ত তুরপুন সিস্টেম বৃহদায়তন তেল চ্যানেলে বড় ক্ষতির অসুবিধা আছে. এটি প্রক্রিয়াকরণের সময় উচ্চ চাপ এবং প্রবাহ হার প্রয়োজন। এই কারণে, বাজারে উচ্চ উত্পাদন দক্ষতা এবং উন্নত প্রক্রিয়াকরণের গুণমান সহ একটি ড্রিলিং সিস্টেম তৈরি করা হয়েছে। প্রযুক্তি - ইজেক্টর ড্রিল হেড
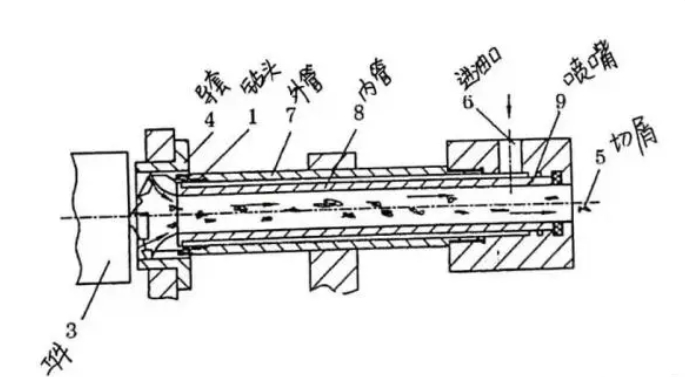
ইজেক্টর ড্রিল হেড চিপ অপসারণের জন্য একটি ডাবল-টিউব গভীর গর্ত ড্রিলিং পদ্ধতি উদ্ভাবনের জন্য তরল মেকানিক্সের জেট সাকশন প্রভাব নীতি ব্যবহার করে। এটি একটি সংযোগকারীর মাধ্যমে টুলটিকে মেশিন টুলের সাথে সংযোগ করতে দুটি কেন্দ্রীভূত ড্রিল রড ব্যবহার করে। জেট সাকশন ড্রিলিং সিস্টেমটি একটি ডাবল-লেয়ার টিউব কাটার রড গ্রহণ করে, চাপ দেওয়ার পরে কাটিং তরল খাঁড়ি থেকে প্রবেশ করে এবং কাটিং ফ্লুইডের 2/3 অংশ ভিতরের এবং বাইরের ড্রিল রডগুলির মধ্যে কণাকার জায়গায় প্রবেশ করে, কাটা অংশে প্রবাহিত হয়। শীতল এবং তৈলাক্তকরণের জন্য, এবং চিপগুলিকে ড্রিল রডের ভিতরের গহ্বরে ঠেলে দেয়।
কাটার অবশিষ্ট 1/3 তরল ভিতরের ড্রিল রডের অর্ধচন্দ্রাকার অগ্রভাগ থেকে উচ্চ গতিতে ভিতরের ড্রিল রডে স্প্রে করা হয়, যা ভিতরের ড্রিল রডের অভ্যন্তরীণ গহ্বরে একটি নিম্ন-চাপের অঞ্চল তৈরি করে, যা একটি কাটিং তরল বহন চিপ উপর স্তন্যপান প্রভাব. এটি স্প্রে এবং স্তন্যপান দ্বৈত ফাংশন আছে. নিচে, চিপগুলিকে দ্রুত আউটলেট থেকে ডিসচার্জ করার অনুরোধ করে।
ইজেক্টর ড্রিল হেডের তেল সরবরাহ ঘূর্ণায়মান সংযোগকারীর মাধ্যমে হয়। গাইড সীটটি মূলত সমর্থনের জন্য এবং ওয়ার্কপিসের কাছাকাছি হওয়ার দরকার নেই। এটি পাঁচ-অক্ষ যন্ত্রের জন্য দুর্দান্ত সুবিধা। যেহেতু আমরা সাধারণত পাঁচ-অক্ষের মেশিনে নন-প্ল্যানার পৃষ্ঠের সম্মুখীন হই, তাই গাইড সিট ওয়ার্কপিসের কাছাকাছি হতে পারে না। উপরন্তু, জেট সাকশন ড্রিল প্রক্রিয়াকরণের সময় একটি ভ্যাকুয়াম প্রভাব তৈরি করবে, যা চিপ অপসারণ অর্জন করতে পারে এবং ব্যবহারে আরও নমনীয়।
ইজেক্টর ড্রিল হেড প্রধানত 100 এর বেশি না হওয়া এবং 18 থেকে 65 মিমি ব্যাস সহ গর্ত প্রক্রিয়াকরণের জন্য উপযুক্ত। নির্ভুলতা হল IT9 থেকে IT11 এবং পৃষ্ঠের রুক্ষতা হল Ra3.2-0.8um।

পোস্টের সময়: সেপ্টেম্বর-০৭-২০২৪