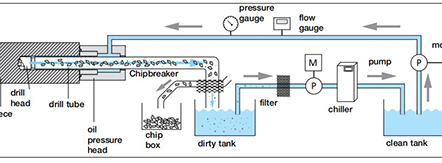
ماشینکاری حفاری سوراخ عمیق یک مشکل ماشینکاری، محتوای فنی بالا، درجه تخصصی قوی، هزینه پردازش بالای یک فناوری پردازش سوراخ است، به طور کلی فقط درجه بالاتری از تخصص، نیروی فنی قوی واحد تولیدی دارای این ظرفیت پردازش است، به دلیل نفت، هوانوردی، نظامی و ماشین آلات ساختمانی و سایر صنایع برای استفاده از تعداد زیادی قطعات عمیق، به طور کلی، در چنین واحدهای تولیدی بزرگ، مقیاس خاصی از پردازش عمیق وجود دارد. کارگاه ها، و دسته های تولید بزرگتر و ارزش خروجی هر سال وجود دارد. فن آوری پردازش سوراخ عمیق متفاوت از روش پردازش سنتی حفاری با حفاری پیچشی است، به طور کلی برای استفاده از مته سوراخ عمیق ویژه (مانند حفاری با تفنگ، حفاری سوراخ عمیق تراشه داخلی، مته تودرتو و غیره)، ماشین ابزار ویژه و لوازم جانبی پیچیده برای کامل، در پردازش استفاده از تعداد زیادی مایع برش در گردش (مانند روغن مخصوص برش سوراخ عمیق (مایع) یا روغن) برای برداشتن کامل تراشه و خنک کننده، ابزار روانکاری. مصرف سیال برش زیاد است (عمدتاً توسط چیپس گرفته می شود) که نه تنها باعث آلودگی نفتی محل فرآوری می شود و سلامت اپراتور را تهدید می کند، بلکه تصفیه براده های آهن با روغن نیز باعث آلودگی ثانویه هوا می شود. و محیط زیست، افزایش هزینه های تولید، بنابراین، چگونگی کاهش هزینه های پردازش و حذف آلودگی های زیست محیطی یک جهت توسعه مهم تحقیقات فناوری پردازش حفره عمیق است. اگر بتوانید از فناوری پردازش خشک برای پردازش سوراخ عمیق استفاده کنید، راه حل خوبی برای مشکلات فوق خواهد بود. با توجه به الزامات ویژه پردازش سوراخ عمیق، استفاده از برش کاملا خشک (یعنی کاملاً بدون استفاده از سیال برش) در تولید واقعی دشوار است، زیرا در پردازش سوراخ عمیق، ابزار به خود هدایت کننده متکی است. نقش بلوک راهنما در کار، بلوک راهنما و دیواره سوراخ به دلیل اکستروژن متقابل اصطکاک بیشتری ایجاد می کند، در پردازش سنتی سوراخ عمیق مرطوب، روغن برش فشار بالا یک روغن را تشکیل می دهد. فیلم بین بلوک راهنما و دیواره سوراخ، که نقش روانکاری را در طول پردازش بازی می کند و اصطکاک را کاهش می دهد. اگر فیلم روغن وجود نداشته باشد، بلوک راهنما به زودی فرسوده و پاره می شود، و در نتیجه لرزش یا برش برش ایجاد می شود، علاوه بر این، پردازش سوراخ عمیق در یک فضای بسته انجام می شود، کانال حذف تراشه ابزار طولانی تر است، حرارت برش ایجاد می شود. در پردازش بسیار بزرگتر از فرآیند تراشکاری معمولی است و نمی تواند مانند فرآیند تراش خشک معمولی باشد، با افزایش سرعت برش برای تسریع اتلاف گرما (که باعث حذف تراشه و ابزار تیز نمی شود. بنابراین، عملیترین ایده تحقیقاتی استفاده از روش زیر خشک برای پردازش سوراخ عمیق، استفاده از هوای فشرده برای به حرکت درآوردن سیال برش ردیابی در فرآیند است، پس از اختلاط اتمیزه کردن، از طریق کانال بین سوراخ به منطقه برش منتقل میشود. دیوار و لوله مته و تزریق با سرعت بالا به ناحیه تماس تراشه ابزار، به خنک سازی و روانکاری سیال برش و در عین حال سرعت بالا می بخشد. هوای فشرده کمک می کند تا تراشه های آهن به بیرون تخلیه شوند. فرآیند تولید را تکمیل کنید، در پردازش، سیال برش تقریباً می تواند به طور کامل بین بلوک راهنما و دیواره سوراخ و منطقه تماس تراشه ابزار جذب شود، به کارایی خنک کننده کاملاً بازی کند، در استفاده از روغن خنک کننده (مایع) صرفه جویی شود. ) از بین بردن آلودگی زیست محیطی، در راستای توسعه پایدار اقتصادی ملی فعلی، سیاست استراتژیک، اهمیت عملی خاصی دارد، از نظر اقتصادی، می تواند باعث صرفه جویی در هزینه های ساخت زیادی شود، منافع اجتماعی ایجاد می کند. (کاهش آلودگی زیست محیطی و خطرات بهداشتی برای اپراتورها) قابل توجه تر خواهد بود
زمان ارسال: نوامبر-11-2024