مته سوراخ عمیق حذف تراشه داخلی BTA
از آنجایی که میله مته حفاری تفنگ نامتقارن است، استحکام پیچشی ضعیفی دارد و فقط می تواند گشتاور محدودی را منتقل کند. بنابراین، حفاری تفنگی فقط برای پردازش قطعات با سوراخ های با قطر کم مناسب است. به منظور انطباق با نیازهای پردازش حفرههای عمیق پیچیدهتر با قطر بزرگ، فناوری حفاری سوراخ عمیق حذف تراشه داخلی پدیدار شد. در براده برداری داخلی، به دلیل اینکه تراشه ها از لوله مته تخلیه می شوند و با سطح ماشینکاری شده خراشیده نمی شوند یا با سطح ماشین تماس نمی گیرند، کیفیت پردازش سطح بالاتر از حفاری تفنگی است و محدوده قطر سوراخ پردازش نیز بزرگتر است.
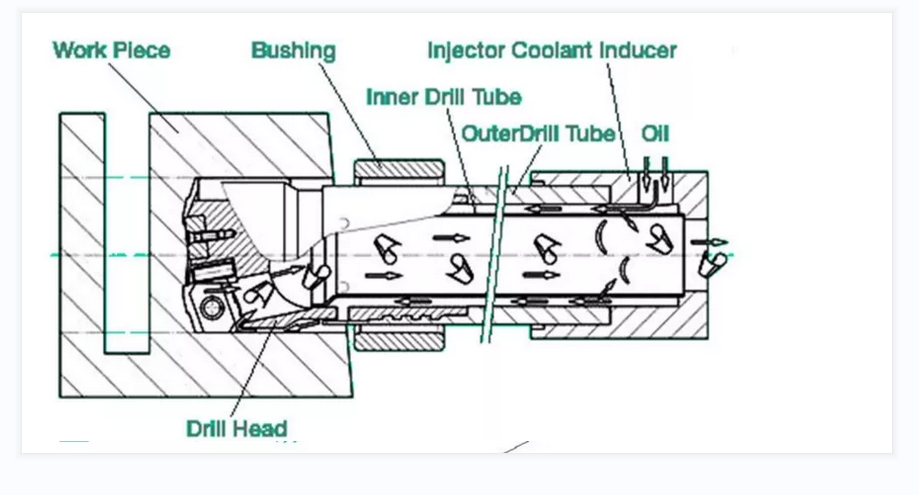
مته و میله مته در سیستم BTA سیلندرهای توخالی هستند. اصل کار همانطور که در شکل نشان داده شده است. سیال برش پس از تحت فشار قرار گرفتن از ورودی روغن وارد شده و سپس از طریق فضای حلقوی مهر و موم شده تشکیل شده توسط میله مته و دیواره سوراخ به قسمت برش برای خنک شدن جریان می یابد. تراشه ها را روغن کاری کرده و به خروجی تراشه روی مته فشار دهید و سپس آنها را از طریق حفره داخلی لوله مته از خروجی تخلیه کنید.
حفاری سوراخ عمیق برداشتن تراشه داخلی برای پردازش سوراخ های عمیق با قطر 20 میلی متر یا بیشتر و نسبت ابعاد آن بیش از 100 مناسب است. دقت پردازش IT7~IT10 است، زبری سطح سطح پردازش شده Ra3.2~1.6 است. ام، و راندمان تولید حذف تراشه خارجی است. بیش از 3 بار.
عیب اصلی حفاری سوراخ عمیق حذف تراشه داخلی BTA: باید از تجهیزات ویژه ماشین ابزار استفاده شود و ماشین ابزار همچنین باید مجهز به دستگاه جداسازی تراشه روغن باشد تا سیال برش را از طریق رسوب گرانشی یا جداسازی الکترومغناطیسی جدا و بازیافت کند. علاوه بر این، در طول فرآیند برش، یک منطقه فشار بالا بین قطعه کار و پخش کننده روغن تشکیل می شود، بنابراین قبل از حفاری باید یک مهر و موم قابل اعتماد بین قطعه کار و پخش کننده روغن تشکیل شود.
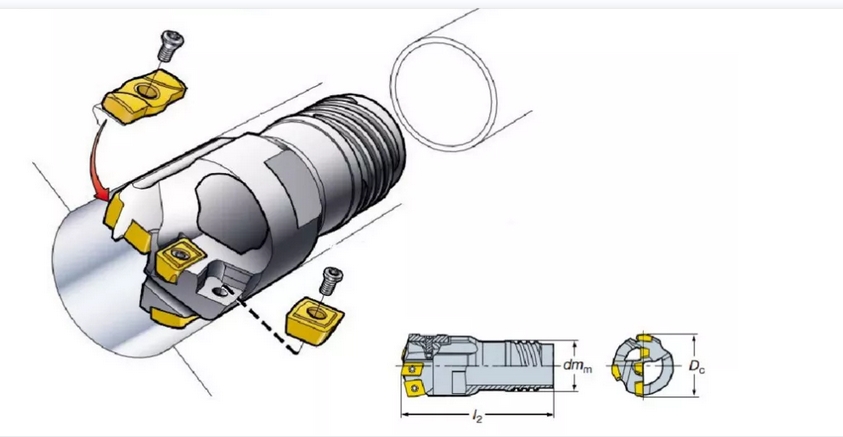
سر مته اجکتوری
سیستم حفاری سوراخ عمیق برداشتن تراشه داخلی دارای مضرات تلفات زیاد در کانال روغن حلقوی است. در طول پردازش به فشار و سرعت جریان بالاتری نیاز دارد. به همین دلیل یک سیستم حفاری با راندمان تولید بالا و کیفیت پردازش بهتر در بازار ایجاد شده است. فناوری - سر مته اجکتوری
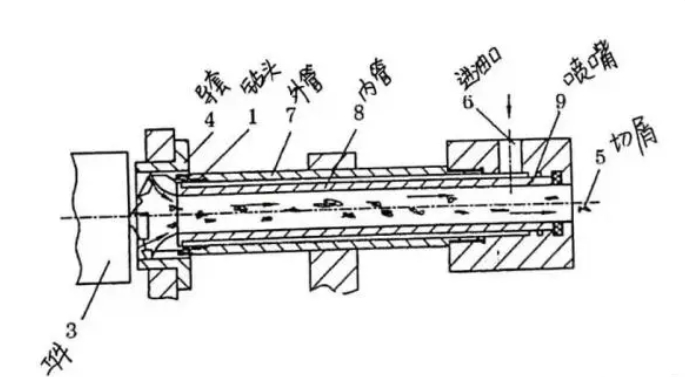
سر مته اجکتوری از اصل اثر مکش جت مکانیک سیالات برای ابداع روش حفاری سوراخ عمیق دو لوله برای براده برداری استفاده می کند. از دو میله مته متحدالمرکز برای اتصال ابزار به ماشین ابزار از طریق یک رابط استفاده می کند. سیستم حفاری مکش جت از یک میله برش لوله دو لایه استفاده می کند، سیال برش پس از تحت فشار قرار گرفتن از ورودی وارد می شود و 2/3 مایع برش وارد فضای حلقوی بین میله های مته داخلی و خارجی می شود و به قسمت برش جریان می یابد. برای خنک سازی و روانکاری، و براده ها را به داخل حفره داخلی میله مته فشار می دهد.
1/3 باقی مانده از مایع برش با سرعت زیاد از نازل هلالی شکل روی میله مته داخلی به میله مته داخلی اسپری می شود و یک ناحیه کم فشار در حفره داخلی میله مته داخلی تشکیل می دهد که باعث ایجاد یک اثر مکش بر روی تراشه های حامل مایع برش. عملکرد دوگانه پاشش و مکش دارد. پایین، باعث می شود تراشه ها به سرعت از پریز تخلیه شوند.
تامین روغن سر مته اجکتور از طریق کانکتور چرخان است. صندلی راهنما عمدتاً برای پشتیبانی است و نیازی به نزدیک شدن به قطعه کار ندارد. این برای ماشینکاری پنج محوره بسیار مفید است. چون معمولاً در ماشینکاری پنج محوره با سطوح غیر مسطح مواجه می شویم، نشیمنگاه راهنما نمی تواند به قطعه کار نزدیک باشد. علاوه بر این، مته مکش جت در طول پردازش یک اثر خلاء ایجاد می کند که می تواند به حذف تراشه دست یابد و در استفاده انعطاف پذیرتر است.
سر مته اجکتور عمدتاً برای پردازش سوراخ هایی با نسبت ابعادی بیش از 100 و قطرهای 18 تا 65 میلی متر مناسب است. دقت IT9 تا IT11 و زبری سطح Ra3.2-0.8um است.

زمان ارسال: سپتامبر-07-2024