बीटीए आंतरिक चिप हटाने वाला डीप होल ड्रिल
चूंकि गन ड्रिलिंग ड्रिल रॉड असममित है, इसमें खराब मरोड़ वाली कठोरता है और यह केवल सीमित टॉर्क संचारित कर सकती है। इसलिए, गन ड्रिलिंग केवल छोटे व्यास वाले छेद वाले भागों के प्रसंस्करण के लिए उपयुक्त है। अधिक जटिल बड़े-व्यास वाले गहरे छिद्रों की प्रसंस्करण आवश्यकताओं को अनुकूलित करने के लिए, आंतरिक चिप हटाने वाले गहरे छेद ड्रिलिंग तकनीक का उदय हुआ। आंतरिक चिप हटाने में, क्योंकि चिप्स को ड्रिल पाइप से छुट्टी दे दी जाती है और मशीनी सतह को खरोंच या संपर्क नहीं करते हैं, सतह प्रसंस्करण की गुणवत्ता बंदूक ड्रिलिंग की तुलना में अधिक होती है, और प्रसंस्करण छेद व्यास सीमा भी बड़ी होती है।
बीटीए प्रणाली में ड्रिल बिट और ड्रिल रॉड खोखले सिलेंडर हैं। कार्य सिद्धांत जैसा चित्र में दिखाया गया है। काटने वाला तरल पदार्थ दबाव पड़ने के बाद इनलेट से तेल निकालने वाली मशीन में प्रवेश करता है, और फिर ड्रिल रॉड और छेद की दीवार द्वारा बनाई गई सीलबंद कुंडलाकार जगह के माध्यम से ठंडा करने के लिए काटने वाले हिस्से में प्रवाहित होता है। चिकनाई करें, और चिप्स को ड्रिल बिट पर चिप आउटलेट में दबाएं, और फिर उन्हें ड्रिल पाइप की आंतरिक गुहा के माध्यम से आउटलेट से डिस्चार्ज करें।
आंतरिक चिप हटाने वाला गहरा छेद ड्रिलिंग 20 मिमी या उससे अधिक के व्यास और 100 से अधिक के पहलू अनुपात के साथ गहरे छेद को संसाधित करने के लिए उपयुक्त है। प्रसंस्करण सटीकता IT7 ~ IT10 है, संसाधित सतह की सतह खुरदरापन Ra3.2 ~ 1.6 है उम, और उत्पादन दक्षता बाहरी चिप हटाने की है। 3 से अधिक बार.
बीटीए आंतरिक चिप हटाने वाले गहरे छेद ड्रिलिंग का मुख्य नुकसान: विशेष मशीन उपकरण उपकरण का उपयोग किया जाना चाहिए, और मशीन उपकरण को गुरुत्वाकर्षण अवसादन या विद्युत चुम्बकीय पृथक्करण के माध्यम से काटने वाले तरल पदार्थ को अलग करने और रीसायकल करने के लिए एक तेल चिप पृथक्करण उपकरण से भी सुसज्जित किया जाना चाहिए। इसके अलावा, काटने की प्रक्रिया के दौरान, वर्कपीस और तेल डिस्पेंसर के बीच एक उच्च दबाव क्षेत्र बनता है, इसलिए ड्रिलिंग से पहले वर्कपीस और तेल डिस्पेंसर के बीच एक विश्वसनीय सील बनाई जानी चाहिए।
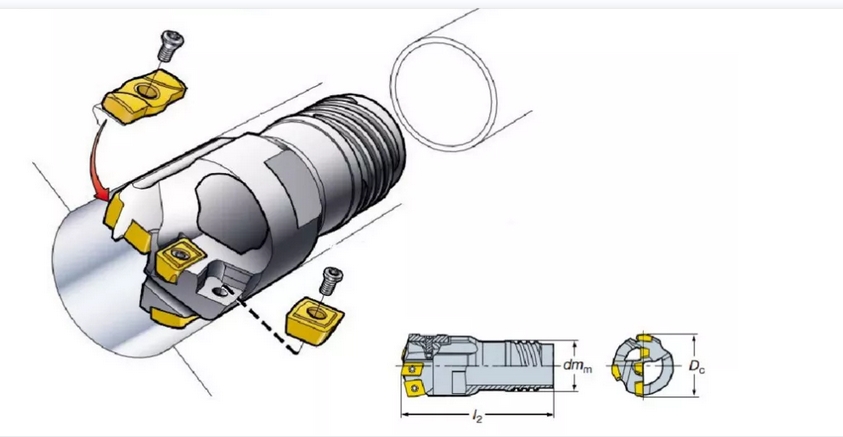
.इजेक्टर ड्रिल हेड
आंतरिक चिप हटाने वाले गहरे छेद ड्रिलिंग सिस्टम में कुंडलाकार तेल चैनल में बड़े नुकसान का नुकसान होता है। प्रसंस्करण के दौरान इसे उच्च दबाव और प्रवाह दर की आवश्यकता होती है। इस कारण से, बाजार में उच्च उत्पादन क्षमता और बेहतर प्रसंस्करण गुणवत्ता वाली एक ड्रिलिंग प्रणाली विकसित की गई है। प्रौद्योगिकी - इजेक्टर ड्रिल हेड
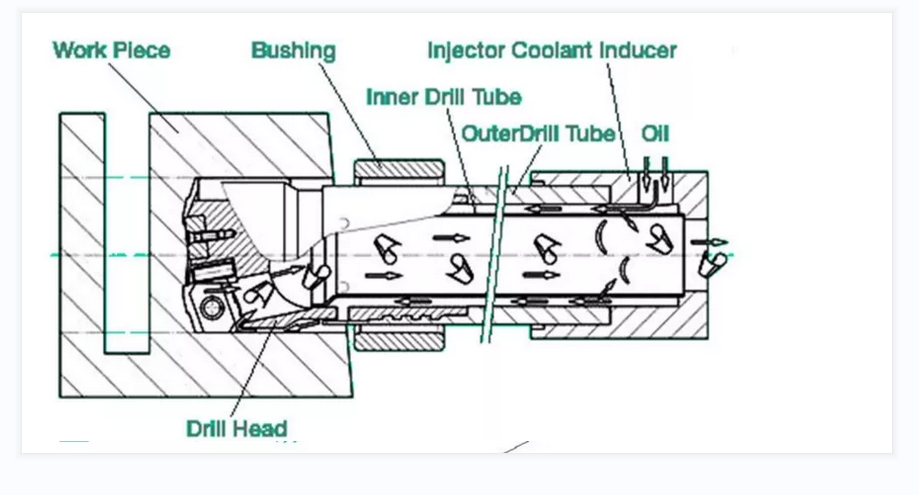
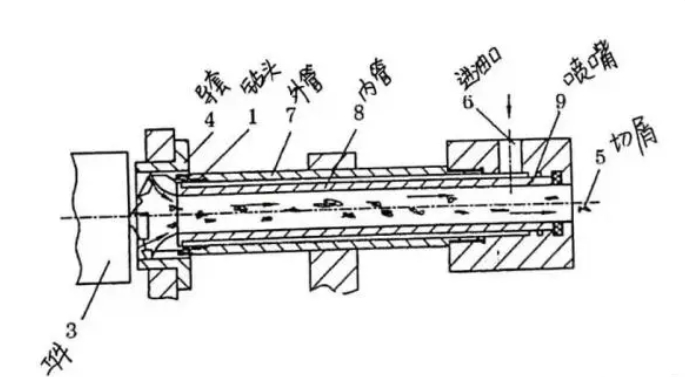
चिप हटाने के लिए डबल-ट्यूब डीप होल ड्रिलिंग विधि का आविष्कार करने के लिए इजेक्टर ड्रिल हेड द्रव यांत्रिकी के जेट सक्शन प्रभाव सिद्धांत का उपयोग करता है। यह एक कनेक्टर के माध्यम से उपकरण को मशीन उपकरण से जोड़ने के लिए दो संकेंद्रित ड्रिल छड़ों का उपयोग करता है। जेट सक्शन ड्रिलिंग सिस्टम एक डबल-लेयर ट्यूब कटर रॉड को अपनाता है, काटने वाला तरल पदार्थ दबाव के बाद इनलेट से प्रवेश करता है, और काटने वाले तरल पदार्थ का 2/3 भाग आंतरिक और बाहरी ड्रिल रॉड के बीच कुंडलाकार स्थान में प्रवेश करता है, काटने वाले हिस्से में प्रवाहित होता है शीतलन और स्नेहन के लिए, और चिप्स को ड्रिल रॉड की आंतरिक गुहा में धकेलता है।
काटने वाले तरल पदार्थ का शेष 1/3 भाग आंतरिक ड्रिल रॉड पर अर्धचंद्राकार नोजल से उच्च गति पर आंतरिक ड्रिल रॉड में छिड़का जाता है, जिससे आंतरिक ड्रिल रॉड की आंतरिक गुहा में एक कम दबाव क्षेत्र बनता है, जो उत्पन्न होता है चिप्स ले जाने वाले तरल पदार्थ को काटने पर सक्शन प्रभाव। इसमें छिड़काव और सक्शन के दोहरे कार्य हैं। नीचे, चिप्स को आउटलेट से तुरंत डिस्चार्ज करने के लिए प्रेरित करना।
इजेक्टर ड्रिल हेड की तेल आपूर्ति घूर्णन कनेक्टर के माध्यम से होती है। गाइड सीट मुख्य रूप से समर्थन के लिए है और इसे वर्कपीस के करीब होने की आवश्यकता नहीं है। यह पांच-अक्ष मशीनिंग के लिए बहुत लाभकारी है। क्योंकि हम आमतौर पर पांच-अक्ष मशीनिंग में गैर-प्लानर सतहों का सामना करते हैं, गाइड सीट वर्कपीस के करीब नहीं हो सकती है। इसके अलावा, जेट सक्शन ड्रिल प्रसंस्करण के दौरान एक वैक्यूम प्रभाव उत्पन्न करेगा, जो चिप हटाने को प्राप्त कर सकता है और उपयोग में अधिक लचीला है।
इजेक्टर ड्रिल हेड मुख्य रूप से 100 से अधिक पहलू अनुपात और 18 से 65 मिमी तक के व्यास वाले छेदों को संसाधित करने के लिए उपयुक्त है। परिशुद्धता IT9 से IT11 है और सतह खुरदरापन Ra3.2-0.8um है।

पोस्ट समय: सितम्बर-07-2024