Gerudi lubang dalam penyingkiran cip dalaman BTA
Memandangkan rod gerudi penggerudian pistol adalah tidak simetri, ia mempunyai ketegaran kilasan yang lemah dan hanya boleh menghantar tork terhad. Oleh itu, penggerudian pistol hanya sesuai untuk memproses bahagian dengan lubang diameter kecil. Untuk menyesuaikan diri dengan keperluan pemprosesan lubang dalam berdiameter besar yang lebih kompleks, teknologi penggerudian lubang dalam penyingkiran cip dalaman muncul. Dalam penyingkiran cip dalaman, kerana cip dilepaskan dari paip gerudi dan tidak mengikis atau menyentuh permukaan mesin, kualiti pemprosesan permukaan lebih tinggi daripada penggerudian pistol, dan julat diameter lubang pemprosesan juga lebih besar.
Mata gerudi dan rod gerudi dalam sistem BTA adalah silinder berongga. Prinsip kerja adalah seperti yang ditunjukkan dalam rajah. Cecair pemotong memasuki dispenser minyak dari salur masuk selepas ditekan, dan kemudian mengalir melalui ruang anulus tertutup yang dibentuk oleh rod gerudi dan dinding lubang ke bahagian pemotongan untuk penyejukan. Pelincir, dan tekan cip ke dalam alur keluar cip pada mata gerudi, dan kemudian keluarkannya dari alur keluar melalui rongga dalaman paip gerudi.
Penggerudian lubang dalam penyingkiran cip dalaman sesuai untuk memproses lubang dalam dengan diameter 20mm atau lebih dan nisbah aspek tidak lebih daripada 100. Ketepatan pemprosesan ialah IT7~IT10, kekasaran permukaan permukaan yang diproses ialah Ra3.2~1.6 um, dan kecekapan pengeluaran ialah penyingkiran cip luaran. Lebih daripada 3 kali.
Kelemahan utama penggerudian lubang dalam penyingkiran cip dalaman BTA: peralatan alat mesin khas mesti digunakan, dan alat mesin juga mesti dilengkapi dengan peranti pemisah cip minyak untuk memisahkan dan mengitar semula cecair pemotong melalui pemendapan graviti atau pemisahan elektromagnet. Di samping itu, semasa proses pemotongan, zon tekanan tinggi terbentuk di antara bahan kerja dan dispenser minyak, jadi meterai yang boleh dipercayai mesti dibentuk di antara bahan kerja dan dispenser minyak sebelum penggerudian.
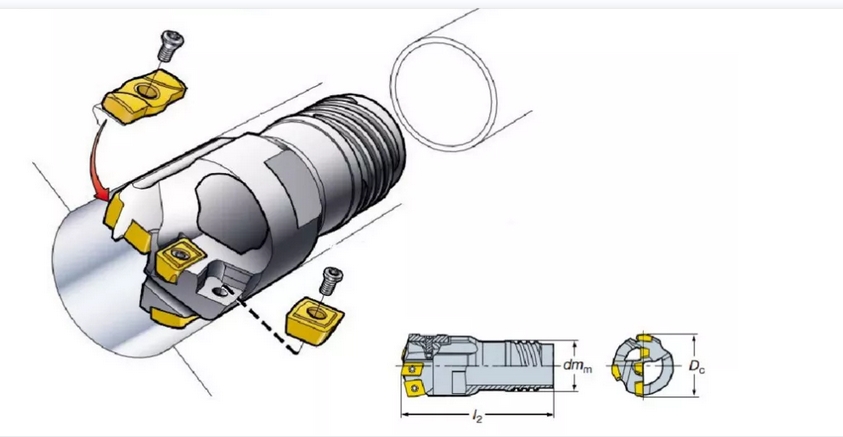
.kepala gerudi ejector
Sistem penggerudian lubang dalam penyingkiran cip dalaman mempunyai kelemahan kehilangan besar dalam saluran minyak anulus. Ia memerlukan tekanan dan kadar aliran yang lebih tinggi semasa pemprosesan. Atas sebab ini, sistem penggerudian dengan kecekapan pengeluaran yang tinggi dan kualiti pemprosesan yang lebih baik telah dibangunkan di pasaran. Teknologi - kepala gerudi ejector
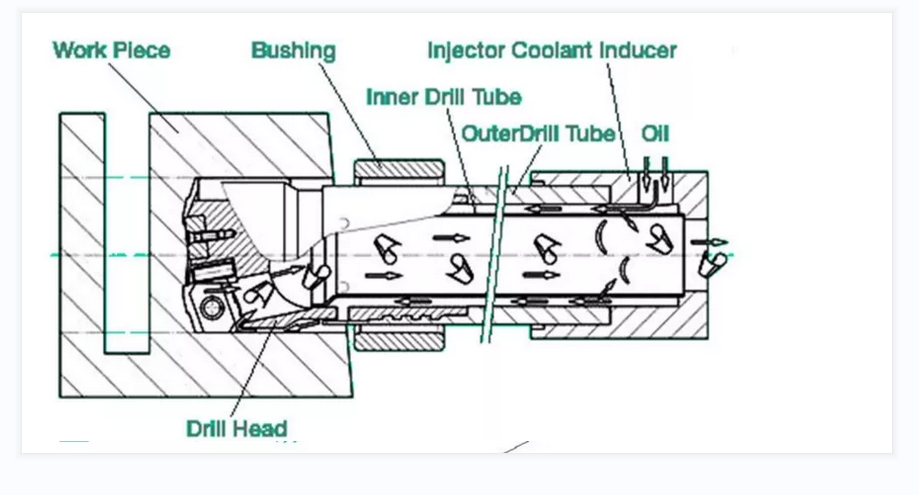
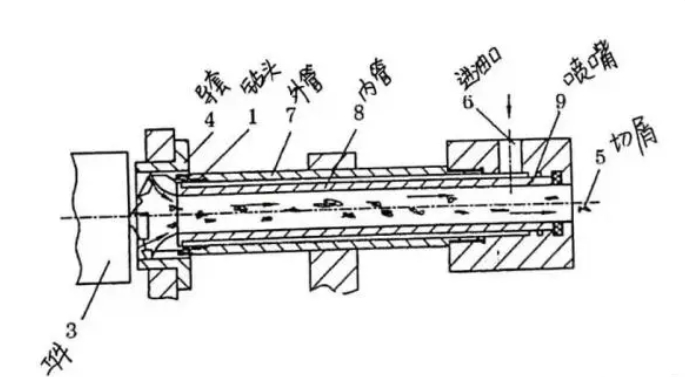
Kepala gerudi ejector menggunakan prinsip kesan sedutan jet mekanik bendalir untuk mencipta kaedah penggerudian lubang dalam dua tiub untuk penyingkiran cip. Ia menggunakan dua batang gerudi sepusat untuk menyambungkan alat kepada alat mesin melalui penyambung. Sistem penggerudian sedutan jet menggunakan rod pemotong Tiub dua lapisan, bendalir pemotong masuk dari salur masuk selepas ditekan, dan 2/3 cecair pemotongan memasuki ruang anulus antara rod gerudi dalam dan luar, mengalir ke bahagian pemotongan. untuk penyejukan dan pelinciran, dan menolak cip ke dalam rongga dalaman rod gerudi.
Baki 1/3 cecair pemotongan disembur ke dalam rod gerudi dalam pada kelajuan tinggi dari muncung berbentuk bulan sabit pada rod gerudi dalam, membentuk zon tekanan rendah dalam rongga dalam rod gerudi dalam, yang menghasilkan kesan sedutan pada bendalir pemotong yang membawa cip. Ia mempunyai dwi fungsi semburan dan sedutan. turun, menggesa cip dilepaskan dengan cepat dari alur keluar.
Bekalan minyak kepala gerudi ejector adalah melalui penyambung berputar. Tempat duduk pemandu adalah terutamanya untuk sokongan dan tidak perlu berdekatan dengan bahan kerja. Ini memberi manfaat besar kepada pemesinan lima paksi. Kerana kita biasanya menghadapi permukaan bukan satah dalam pemesinan lima paksi, tempat duduk pemandu tidak boleh dekat dengan bahan kerja. Di samping itu, gerudi sedutan jet akan menghasilkan kesan vakum semasa pemprosesan, yang boleh mencapai penyingkiran cip dan lebih fleksibel dalam penggunaan.
Kepala gerudi ejector terutamanya sesuai untuk lubang pemprosesan dengan nisbah aspek tidak melebihi 100 dan diameter antara 18 hingga 65 mm. Ketepatannya ialah IT9 hingga IT11 dan kekasaran permukaan ialah Ra3.2-0.8um.

Masa siaran: Sep-07-2024