BTA اندرونی چپ ہٹانے کے گہرے سوراخ ڈرل
چونکہ بندوق کی سوراخ کرنے والی ڈرل راڈ غیر متناسب ہے، اس لیے اس کی ٹورسنل سختی ناقص ہے اور یہ صرف محدود ٹارک منتقل کر سکتی ہے۔ لہذا، گن ڈرلنگ صرف چھوٹے قطر کے سوراخ والے پرزوں کی پروسیسنگ کے لیے موزوں ہے۔ زیادہ پیچیدہ بڑے قطر کے گہرے سوراخوں کی پروسیسنگ کی ضروریات کو اپنانے کے لیے، اندرونی چپ ہٹانے والے گہرے سوراخ کی ڈرلنگ ٹیکنالوجی سامنے آئی۔ اندرونی چپ ہٹانے میں، کیونکہ چپس ڈرل پائپ سے خارج ہوتی ہیں اور مشینی سطح کو کھرچتی ہیں یا اس سے رابطہ نہیں کرتی ہیں، اس لیے سطح کی پروسیسنگ کا معیار گن ڈرلنگ سے زیادہ ہوتا ہے، اور پروسیسنگ ہول کا قطر بھی بڑا ہوتا ہے۔
بی ٹی اے سسٹم میں ڈرل بٹ اور ڈرل راڈ کھوکھلے سلنڈر ہیں۔ کام کرنے کا اصول جیسا کہ تصویر میں دکھایا گیا ہے۔ کٹنگ سیال دباؤ ڈالنے کے بعد انلیٹ سے آئل ڈسپنسر میں داخل ہوتا ہے، اور پھر ڈرل راڈ اور سوراخ کی دیوار کے ذریعے بننے والی مہر بند کنڈلی جگہ سے گزرتا ہے تاکہ ٹھنڈک کے لیے کاٹنے والے حصے کی طرف جاتا ہے۔ چکنا کریں، اور چپس کو ڈرل بٹ پر چپ آؤٹ لیٹ میں دبائیں، اور پھر انہیں ڈرل پائپ کے اندرونی گہا کے ذریعے آؤٹ لیٹ سے خارج کریں۔
اندرونی چپ ہٹانے والے گہرے سوراخ کی ڈرلنگ 20 ملی میٹر یا اس سے زیادہ قطر کے گہرے سوراخوں پر کارروائی کرنے کے لیے موزوں ہے اور اس کا پہلو تناسب 100 سے زیادہ نہیں ہے۔ پروسیسنگ کی درستگی IT7~IT10 ہے، پروسیس شدہ سطح کی سطح کی کھردری Ra3.2~1.6 ہے۔ ام، اور پیداوار کی کارکردگی بیرونی چپ کو ہٹانا ہے۔ 3 بار سے زیادہ۔
بی ٹی اے کے اندرونی چپ کو ہٹانے والے گہرے سوراخ کی ڈرلنگ کا بنیادی نقصان: خصوصی مشین ٹول کا سامان استعمال کیا جانا چاہیے، اور مشین ٹول کو آئل چپ سے الگ کرنے والے آلے سے بھی لیس ہونا چاہیے تاکہ کشش ثقل کی تلچھٹ یا برقی مقناطیسی علیحدگی کے ذریعے کاٹنے والے سیال کو الگ اور ری سائیکل کیا جا سکے۔ اس کے علاوہ، کاٹنے کے عمل کے دوران، ورک پیس اور آئل ڈسپنسر کے درمیان ایک ہائی پریشر زون بنتا ہے، لہذا ڈرلنگ سے پہلے ورک پیس اور آئل ڈسپنسر کے درمیان ایک قابل اعتماد مہر بننا ضروری ہے۔
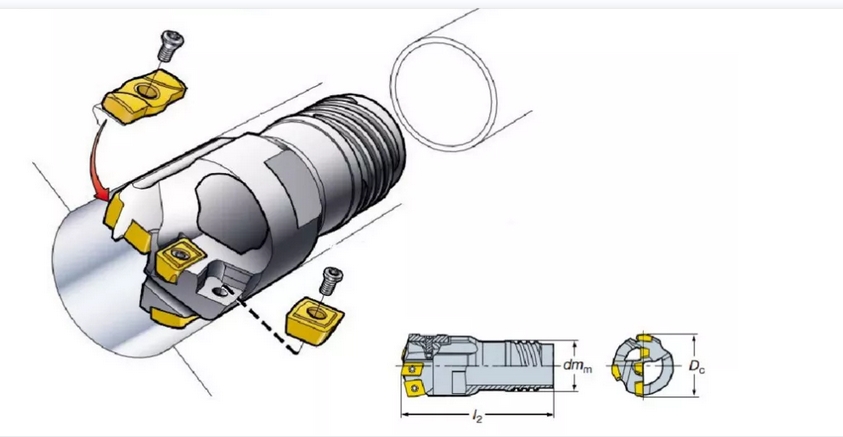
.ejector ڈرل سر
اندرونی چپ ہٹانے کے گہرے سوراخ کی سوراخ کرنے والی نظام میں کنڈلی آئل چینل میں بڑے نقصان کا نقصان ہے۔ پروسیسنگ کے دوران اسے زیادہ دباؤ اور بہاؤ کی شرح کی ضرورت ہوتی ہے۔ اس وجہ سے، مارکیٹ میں اعلی پیداواری کارکردگی اور بہتر پروسیسنگ کے معیار کے ساتھ ایک ڈرلنگ سسٹم تیار کیا گیا ہے۔ ٹیکنالوجی - ایجیکٹر ڈرل ہیڈ
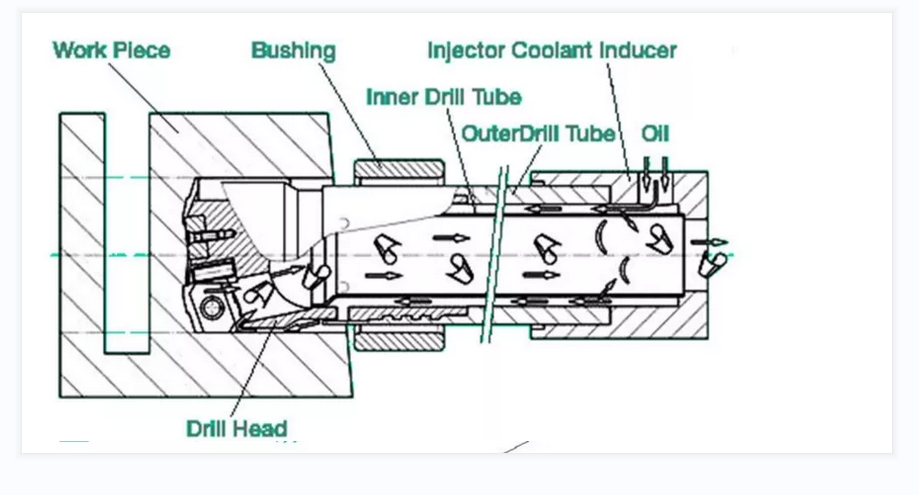
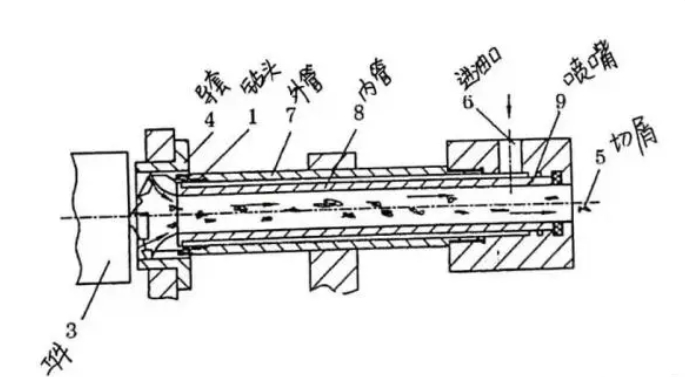
ایجیکٹر ڈرل ہیڈ فلوڈ میکینکس کے جیٹ سکشن اثر اصول کو استعمال کرتا ہے تاکہ چپ کو ہٹانے کے لیے ایک ڈبل ٹیوب گہرے سوراخ کی سوراخ کرنے کا طریقہ ایجاد کیا جا سکے۔ یہ کنیکٹر کے ذریعے ٹول کو مشین ٹول سے جوڑنے کے لیے دو مرتکز ڈرل سلاخوں کا استعمال کرتا ہے۔ جیٹ سکشن ڈرلنگ سسٹم ڈبل لیئر ٹیوب کٹر راڈ کو اپناتا ہے، کٹنگ فلوئڈ دباؤ ڈالنے کے بعد ان لیٹ سے داخل ہوتا ہے، اور کاٹنے والے سیال کا 2/3 اندرونی اور بیرونی ڈرل سلاخوں کے درمیان کنڈلی جگہ میں داخل ہوتا ہے، کاٹنے والے حصے میں بہتا ہے۔ ٹھنڈک اور چکنا کرنے کے لیے، اور چپس کو ڈرل راڈ کی اندرونی گہا میں دھکیلتا ہے۔
کاٹنے والے سیال کا بقیہ 1/3 اندرونی ڈرل راڈ پر ہلال نما نوزل سے تیز رفتاری سے اندرونی ڈرل راڈ میں اسپرے کیا جاتا ہے، جس سے اندرونی ڈرل راڈ کی اندرونی گہا میں ایک کم دباؤ والا زون بنتا ہے، جس سے چپس لے جانے والے کاٹنے والے سیال پر سکشن اثر۔ اس میں چھڑکنے اور سکشن کے دوہری کام ہوتے ہیں۔ نیچے، چپس کو فوری طور پر آؤٹ لیٹ سے خارج کرنے کا اشارہ کرتا ہے۔
ایجیکٹر ڈرل ہیڈ کی تیل کی فراہمی گھومنے والے کنیکٹر کے ذریعے ہوتی ہے۔ گائیڈ سیٹ بنیادی طور پر سپورٹ کے لیے ہے اور اسے ورک پیس کے قریب ہونے کی ضرورت نہیں ہے۔ یہ پانچ محور مشینی کے لیے بہت فائدہ مند ہے۔ چونکہ ہم عام طور پر پانچ محور مشینی میں غیر پلانر سطحوں کا سامنا کرتے ہیں، گائیڈ سیٹ ورک پیس کے قریب نہیں ہوسکتی ہے۔ اس کے علاوہ، جیٹ سکشن ڈرل پروسیسنگ کے دوران ایک ویکیوم اثر پیدا کرے گا، جو چپ کو ہٹانے کے لیے حاصل کر سکتا ہے اور استعمال میں زیادہ لچکدار ہے۔
ایجیکٹر ڈرل ہیڈ بنیادی طور پر سوراخوں کی پروسیسنگ کے لیے موزوں ہے جس کا پہلو تناسب 100 سے زیادہ نہ ہو اور جس کا قطر 18 سے 65 ملی میٹر ہو۔ درستگی IT9 سے IT11 تک ہے اور سطح کی کھردری Ra3.2-0.8um ہے۔

پوسٹ ٹائم: ستمبر 07-2024